





Методы обработки композитных материалов
Алюминиевые композитные панели получают все большую популярность при использовании в оформлении входных групп, создании рекламных композиций, отделке фасадов зданий. Их популярность постоянно растет из-за таких существенных преимуществ, как легкость монтажа и обработки, экономичность и эстетичность получаемых изделий и покрытий. Но так как данный материал имеет сложное внутреннее строение, его обработка требует специфических подходов и использования специального инструмента.
Распил композитных панелей с алюминиевым покрытием технологичнее всего производить циркулярной пилой. Рекомендуемый материал диска пилы – карбид. При этом диск пилы в процессе выполнения работ должен перемещаться относительно неподвижно закрепленной пластины композита. Такая организация технологического процесса дает возможность предотвратить появление царапин на поверхности композитной плиты.
К недостаткам такого вида обработки нужно отнести появление небольших заусенцев вдоль распила и углубления на ударной стороне листа алюминия.
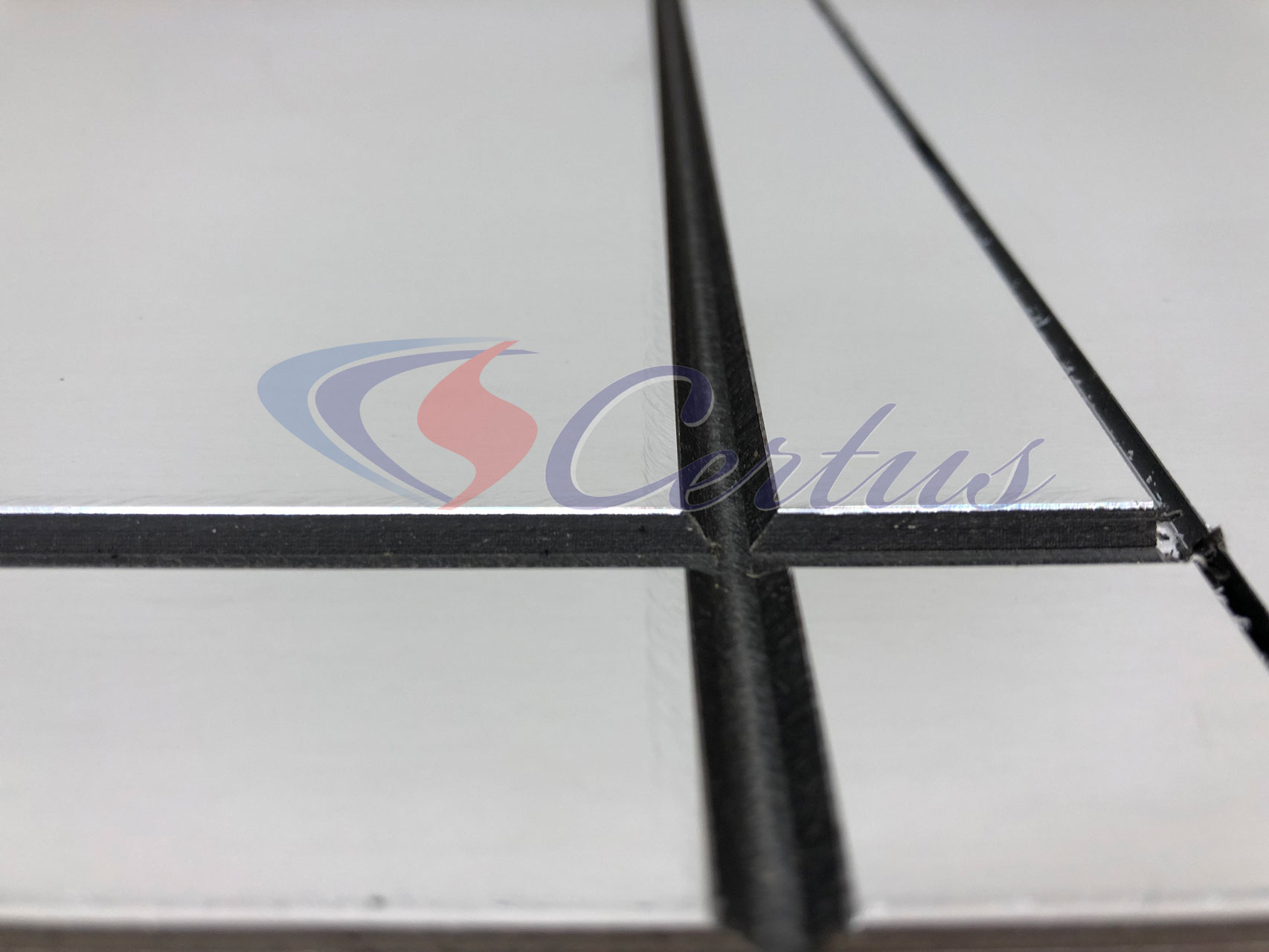
Фрезеровка композитных панелей
Часто фрезеровка панелей производится для получения изгибов малого радиуса. При этом фрезерная обработка производится V-образной фрезой. При необходимости получения на конечном изделии не острых граней, а изгибов большего радиуса, рекомендуется обработка U-образной фрезой с обратной стороны композитной плиты. При этом скорость вращений фрезы должна составлять 12000-15000 об/мин.
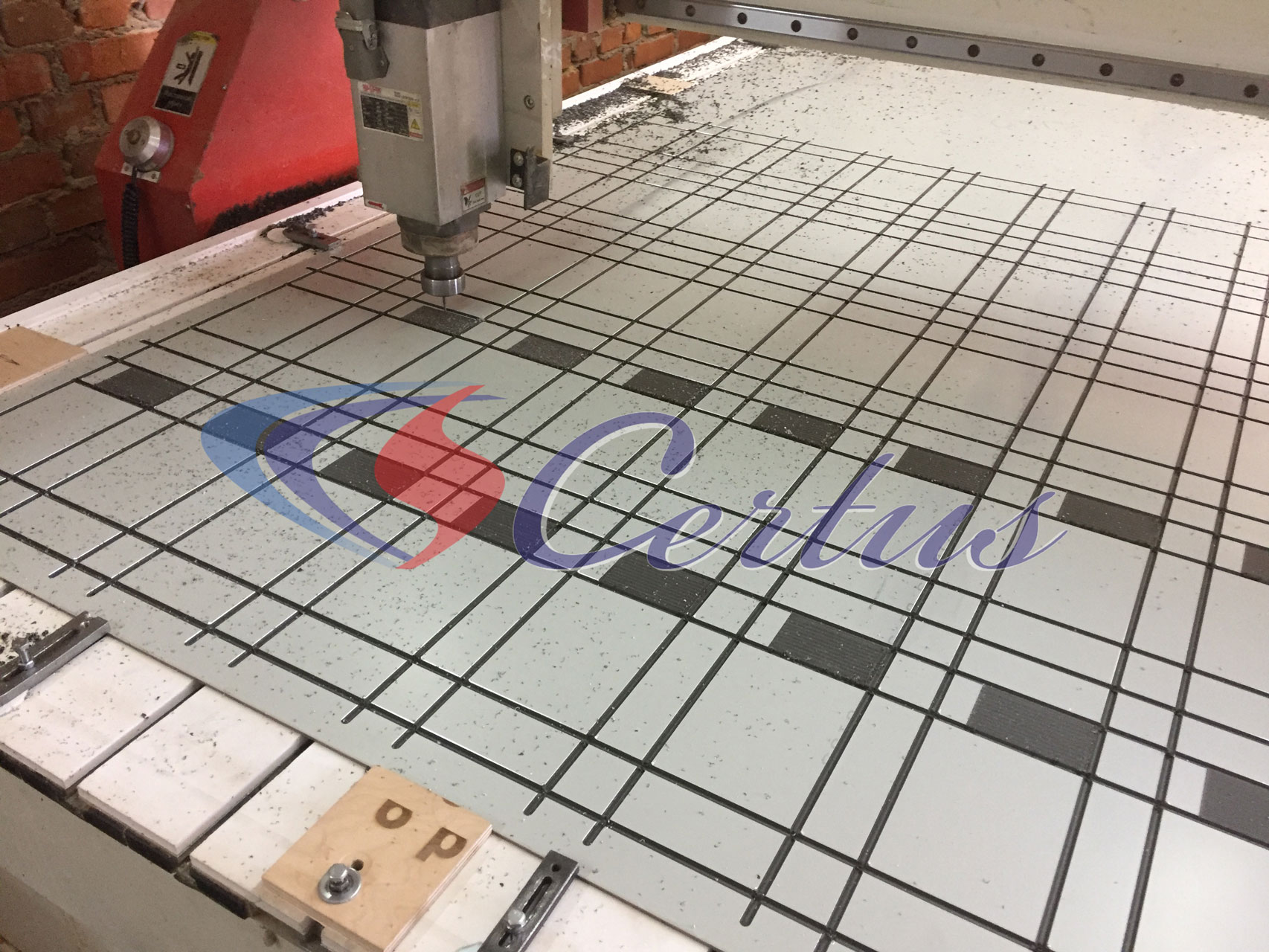
Обработка больших партий
Для обработки больших партий композитных панелей технологически оправданно применение циркулярной пилы, оснащенной V-образной фрезой. Данная фреза должна быть изготовлена из карбида с числом наружных зубьев – 24 зуба. Рекомендуемая скорость вращения фрезы в процессе работы – 3000 – 5000 об/мин. Однако точность работы такой установки сомнительна, особенно в плане точности обработки. В целом, циркулярка оправдывает себя только для «грубой» порезки композита.
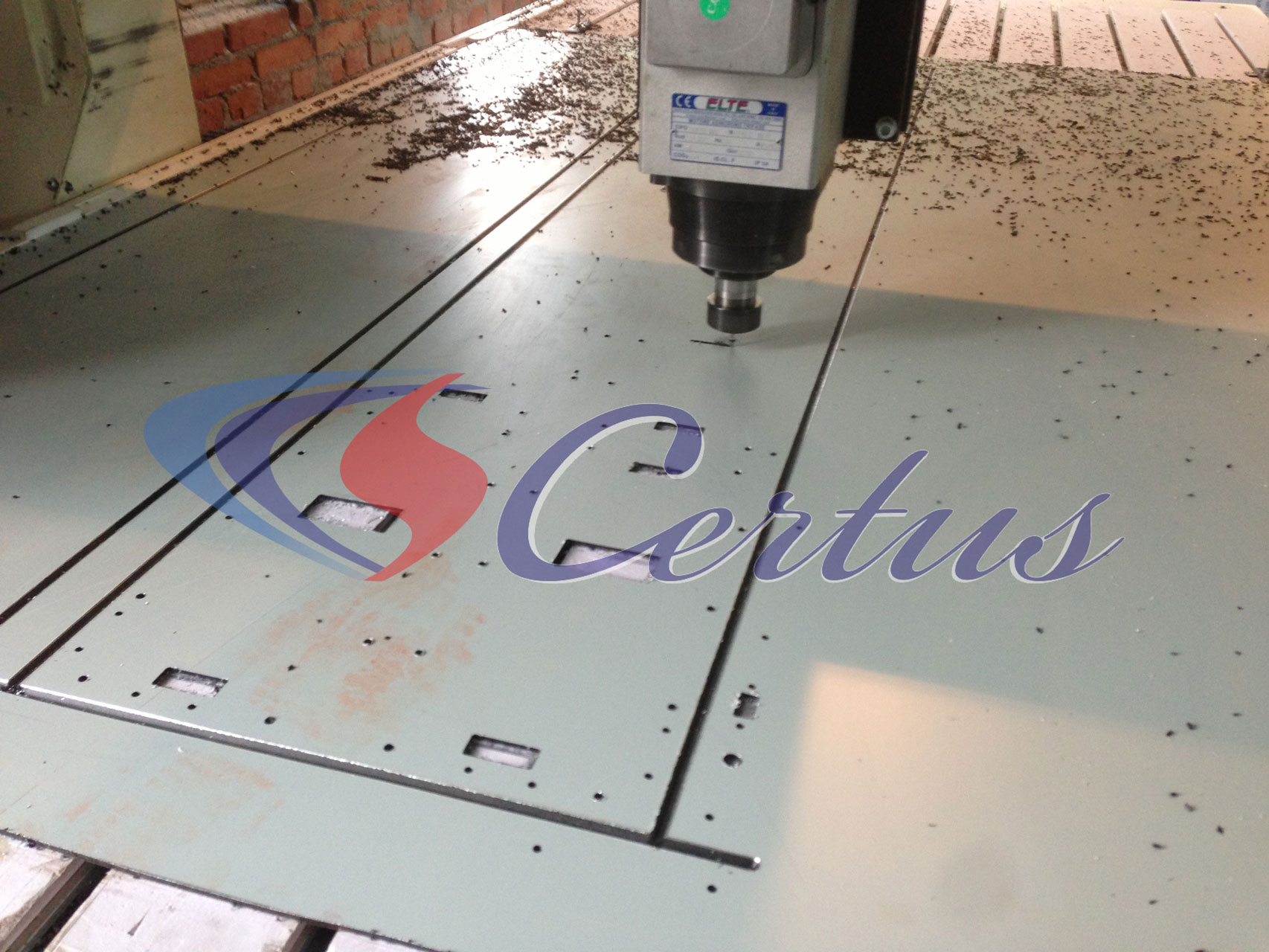
Фрезерный станок под управлением ЧПУ работает точно, быстро и качественно
Используемое оборудование должно быть настроено таким образом, чтобы на алюминиевом листе после обработки оставался слой заполнителя толщиной не менее 0,2 мм. Если в процессе работы фреза прикасается к нижнему слою алюминия – такие детали считаются бракованными. Если фрезеровка производится с одной стороны материала, то такие композитные детали можно сгибать как вниз, так и вверх. При этом будут получаться наружные или внутренние углы. Обычно материал сгибают под углами 90° или 45° — рекомендуемые углы паза в материале составляют 90° и 135° соответственно.
